Showing 1–14 of 75 results
-
SKF 61902-2RS1 (6902) deep groove ball bearing
$36,00 (ex. VAT $28,80) -
Venn 30 TCC rim brake carbon wheels
$1109,00 -
Venn 30 TCC SL – 30mm rim brake carbon rim
$343,00 (ex. VAT $274,40) -
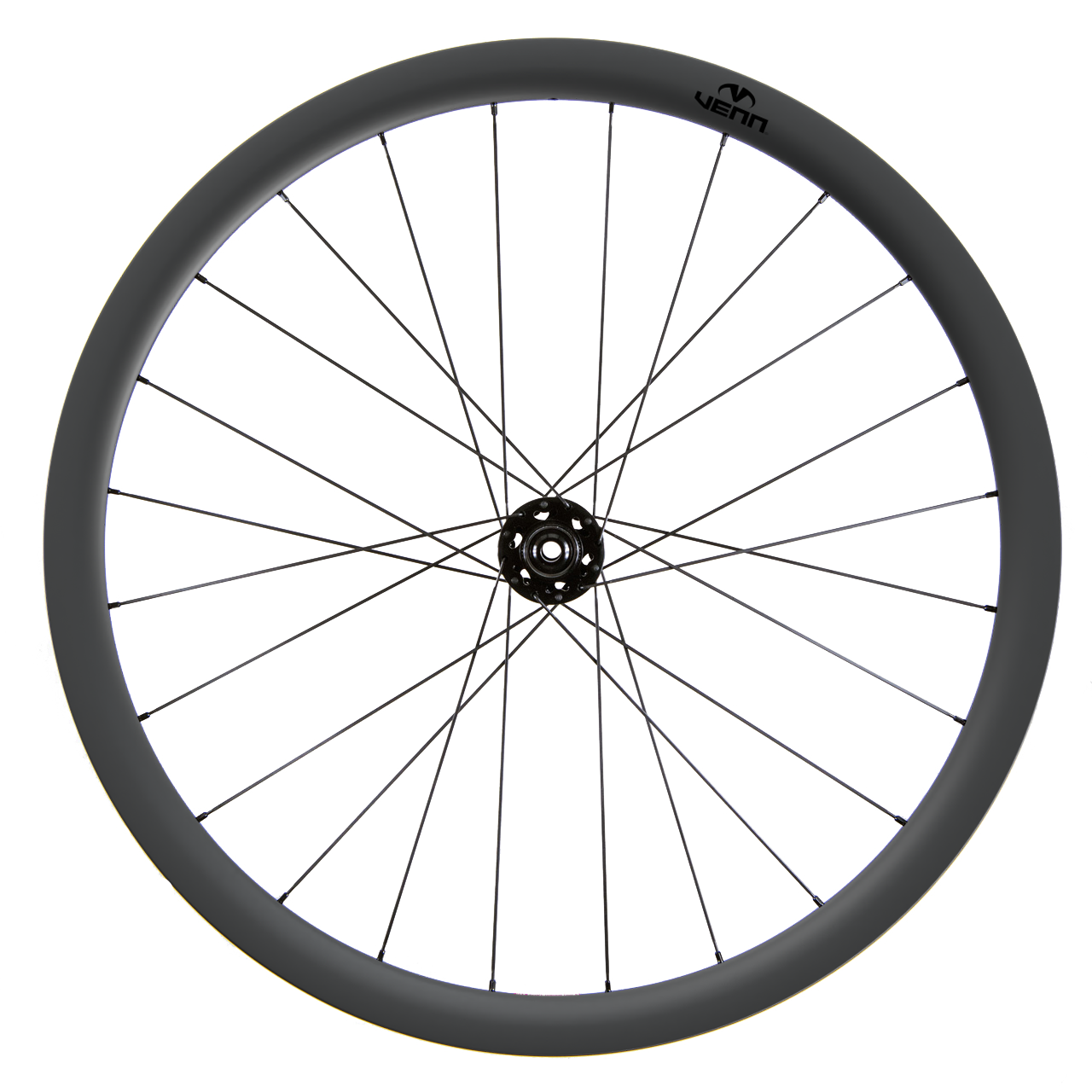
Venn 30 TCD disc brake carbon wheels
$1109,00 -
Venn 30 TCD SL – 30mm disc brake carbon rim
$343,00 (ex. VAT $274,40) -
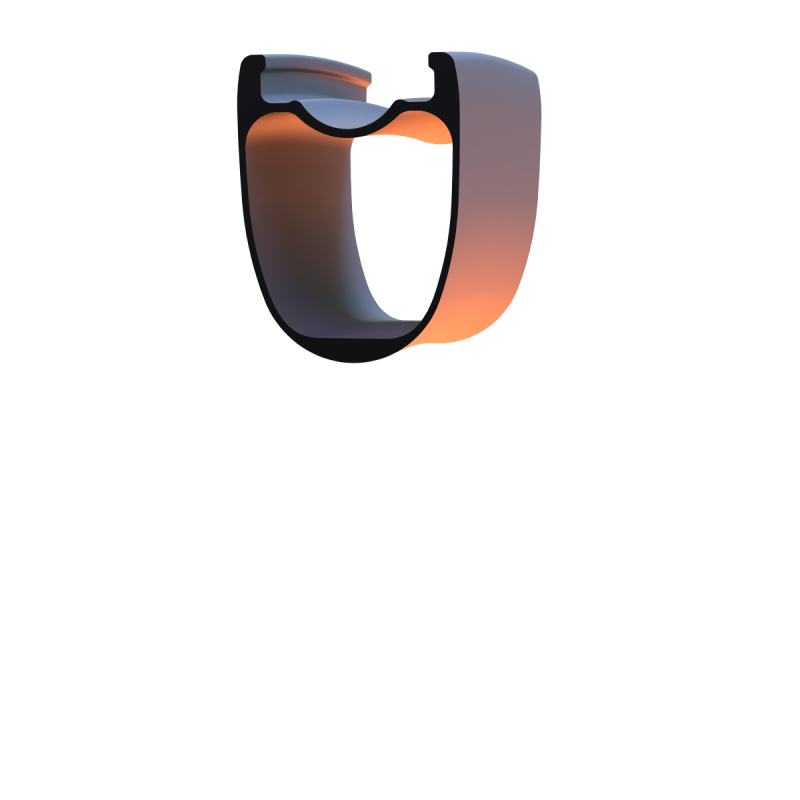
Venn 3029 TCD – 30mm gravel carbon rim
$377,00 (ex. VAT $301,60) -
Venn 309 THL hookless disc brake gravel carbon wheels
$1165,00 – $2275,00 (ex. VAT $932,00) -
Venn 35 TCC rim brake carbon wheels
$1109,00 -
Venn 35 TCC SL – 35mm rim brake carbon rim
$343,00 (ex. VAT $274,40) -
Venn 35 TCD disc brake carbon wheels
$1109,00 -
Venn 35 TCD SL – 35mm disc brake carbon rim
$343,00 (ex. VAT $274,40) -
Venn 3525 TCD – 35mm wide gravel and eBike carbon rim
$410,00 (ex. VAT $328,00)